Несмотря на большую популярность в сфере металлообработки станков с «непрерывными» (замкнутыми) ленточными пилами, отечественные производители и органы сертификации, которые подтверждают соответствие импортируемого оборудования российским стандартам, по факту работают в правовом вакууме, основываясь на СТО и ТУ собственной разработки.
Содержание:
- ✓ Неформальная и формализованная классификация ленточно-пильных станков.
- ✓ Ленточно-пильные и анодно-механические ленточные станки.
- ✓ Горизонтальные и вертикальные ленточно-пильные станки.
- ✓ Преимущества ленточного пиления.
- ✓ Производители ленточно-пильных станков.
Неформальная и формализованная классификация ленточно-пильных станков.
Федеральноее агентство по техническому регулированию и метрологии ввело в действие ряд относительно новых стандартов по безопасности металлообрабатывающих станков, в том числе для холодной резки металлов (ГОСТ EN 13898-2011), малогабаритных (ГОСТ Р 50786-2012), переносных (ГОСТ IEC 61029-2-5-2011), ручных, переносных, садово-огородных (ГОСТ IEC 62841-3-10-2016), однако до сих пор не формализованы ни технические условия на производство ленточно-пильных станков, ни классификация станков разрезной группы.

По сути, на текущий момент неформально действует классификация советского периода ЭНИМС (сегодня ПАО «Экспериментальный научно-исследовательский институт металлорежущих станков») и терминологии действующего ГОСТ 17420-72, согласно которым станки, осуществляющие ленточно-отрезную операцию, относятся к 5 типу (ленточно-пильные) 9 группы (разрезные) металлорежущих станков с классами точности Н, П, В, А и С по ГОСТ 8-82 и категорией по массе согласно ГОСТ 7599-82 (легкая – до 1 т, средняя – 1-10 т, крупная – 10-30т, тяжелая – 30-100 т, сверхтяжелая - более 100 т). Поэтому неудивительно появление неформализованных классификаций ленточно-пильных станков по производительности, степени автоматизации, конструктивным особенностям с технически некорректными, а иногда и абсурдными терминами – «консольные», «портальные», «гравитационные» и т.д.
Достаточно удачная в конструктивно-техническом и кинематическом аспектах, хотя возможно и неполная классификация отрезных, в том числе ленточных станков была формализована ГОСТ EN 13898-2011 «Безопасность металлообрабатывающих станков. Станки отрезные для холодной резки металлов» (см. таблицу ниже), где было определено, что ленточно-пильные станки для холодной резки металла в качестве отрезного инструмента используют непрерывную ленточную пилу.
Таблица. Классификация ленточно-пильных станков по ГОСТ EN 13898-2011.
Тип станка |
Конструктивные особенности |
|
Горизонтальный ленточно-пильный станок: |
Полотно ленточной пилы перемещается в горизонтальной плоскости |
|
- с качающейся пильной рамой |
Подача осуществляется за счет качания пильной рамы по дуге вокруг неподвижной оси |
|
- с качающейся поворотной пильной рамой |
Специфический пильный станок - пильная рама находится на высоте плеча оператора. Подача осуществляется за счет качания пильной рамы по дуге вокруг неподвижной оси |
|
- колонного типа |
Подача осуществляется за счет перемещения пильной рамы вертикально по одной или нескольким вертикальным стойкам сверху вниз |
|
Вертикальный ленточно-пильный станок: |
Полотно ленточной пилы перемещается в вертикальной плоскости |
|
- с неподвижной пильной рамой для контурной обработки (вертикальный контурный станок) |
Пильная рама неподвижная, разрезаемый материал подается к режущему полотну вручную или с помощью стола с механическим приводом. |
|
Подача осуществляется за счет горизонтально перемещающейся пильной рамы. Разрезаемый материал зажимается на столе, пила подается в сторону передней части станка на оператора. |
|
|
- с фронтальным резанием |
Некоторые станки имеют наклоняемую пильную раму для резания под углом |
|
- продольного типа |
Подача осуществляется за счет перемещения стола или пильной рамы вдоль фронта станка. |
В действительности любой «портальный» станок не более, чем ленточно-пильный станок колонного типа с усиленной несущей конструкцией П-образной формы, «консольный» (или маятниковый) – горизонтальный станок с качающейся по дуге вокруг неподвижной оси пильной рамой, «гравитационный» - станок с качающейся пильной рамой и ручной подачей.
Ленточно-пильные и анодно-механические ленточные станки.

Не следует путать отрезные ленточно-пильные и отрезные анодно-механические ленточные станки (ГОСТ 19661-74), которые базируются на кардинально ином по сути процессе обработки (электрохимической) и по классификации ЭНИМС относятся к 8 типу 4 группы (электрофизические и электрохимические) металлорежущих станков. Для любого процесса «резания» на станках этой группы характерно разрушение поверхности одного из электродов, обусловленное действием электрического тока (анодное растворение), импульсного разряда (электрическая эрозия), ионного пучка (катодное распыление) или их комбинации.
Справка: Электрохимическая обработка на станках (Electro-Chemical Machining) – сравнительно новое прогрессивное направление в металлообработке, хотя основы процесса были заложены еще в 1928 году нашими исследователями В. Н. Гусевым и Л. А. Рожковым. Дорогой, но высокоточный процесс фрезерования отверстий, резки, очистки/шлифовки поверхности совершенствуется разработчиками металлообрабатывающих станков в развитых странах мира и уже сегодня многие успешные решения на основе электролитического растворения металла используются в авиационной и космической индустрии, автомобильной, медицинской промышленности.
Видео: Электрохимическое фрезерование отверстий на станках EMAG GmbH & Co. KG с анодным растворением металла.
В действительности процесс «резания» в анодно-механических ленточных станках не просто электрохимический, а базируются на комплексном механическом, электроэрозионном и электрохимическом воздействии на обрабатываемый металл, причем прямой физический контакт инструмента и обрабатываемой детали полностью исключен – зазоры между пилой и деталью поддерживаются в пределах 0,01…0,03 мм и заполняются электролитом, в качестве которого чаще всего используют водный раствор силиката натрия Na2SiO3.
При резании на анодно-механических ленточных станках (упрощенно) происходит:
- электрохимическое анодное растворение обрабатываемой детали, выступающей в созданной электрической цепи в качестве анода (пила – катод);
- на поверхности детали образуется пассивирующая пленка, которая разрушается при абразивном воздействии потока электролита;
- по локальным участкам разрушенной пленки за счет разницы потенциалов возникают искровые разряды, которые нагревают поверхностный слой металла с ослаблением связей;
- происходит электроэрозионное разрушение ослабленного слоя металла с вымыванием электролитом.
В отличие от ленточно-пильных станков, где твердость режущего элемента (пилы) должна быть всегда больше, чем твердость обрабатываемой детали, в анодно-механических ленточных станках пилы из обычных нелегированных сталей и подбираются не по твердости, а по электрохимическому потенциалу. Для анодно-механической обработки используют станки, как с ленточными пилами, так и круглыми дисками.
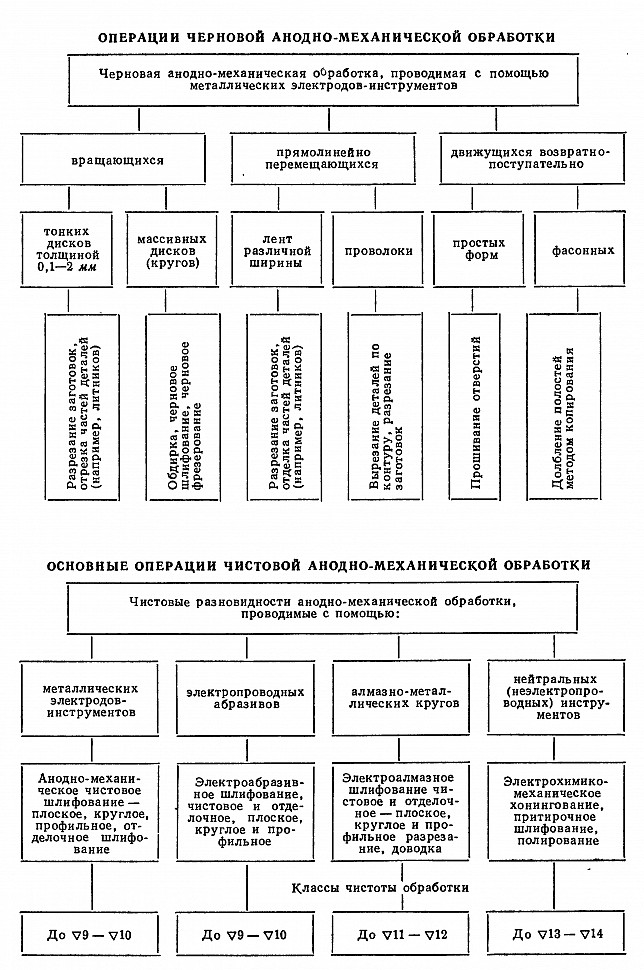
Рис. Операции анодно-механической обработки.
Горизонтальные и вертикальные ленточно-пильные станки.

Значительная доля сегмента ленточно-пильных станков легкой (до 1 т) категории на отечественному и международном рынках металлообрабатывающего оборудования формируется:
- горизонтальными малогабаритными и переносными моделями с качающейся пильной рамой и ручной подачей, которые ориентированы на выездные работы, небольшие производства, мастерские или вспомогательные участки цехов предприятий;
Видео: Переносной ленточно-пильный станок AT-S модели LS-100 для разрезания заготовок диаметром до 100 мм под углом 90° и диаметром до 65 мм под углом 45°.
- горизонтальными и вертикальными ленточно-пильными полуавтоматами и автоматами, в том числе с качающейся поворотной пильной рамой, используемыми для обработки больших партий металлопроката.
Видео: Ленточно-пильный автомат с качающейся поворотной пильной рамой.
Другой «край» рынка ленточно-пильных станков формируют горизонтальные автоматические модели с ЧПУ колонного типа с подвижным столом или подвижной пильной рамой весом порядка 100 тыс. фунтов (более 45 т) и вертикальные ленточно-пильные станки продольного типа средней и крупной категорий, предназначенные для обработки массивных крупных изделий и деталей из металла.
Видео: Горизонтальный ленточно-пильный автомат с ЧПУ для обработки массивных крупных изделий.
Преимущества ленточного пиления.

Ленточное пиление отличает высокая точность, производительность (в автоматах и полуавтоматах), чистота реза на фоне снижения отходов пиления благодаря небольшой ширине пропила, причем обрабатываться могут, как единичные детали, так и пакеты заготовок (при правильной укладке), а суммарная толщина реза в горизонтальных «монстрах» колонного типа с усиленной конструкцией («портальных») и перемещением пильной рамы превышает 2 метра.

Все без исключения станки с ленточным полотном в горизонтальной плоскости – ленточно-отрезные с возможностью реза под углом 90 градусов и углами до 60 градусов, а с полотном в вертикальной плоскости, - ленточно-отрезные с разными углами реза (за счет изменения положения стола или пильной рамы), а также продольного и контурного пиления. Горизонтальные ленточно-пильные автоматы с ЧПУ могут по заданному алгоритму формировать конечную форму деталей из заготовки с минимальными отходами и высокой точностью.
Видео: Получение формы готовой детали из заготовки на горизонтальном ленточно-пильном автомате с ЧПУ.
Если рассматривать эффективность ленточного пиления по стоимости одного реза в сравнении с разрезанием заготовок диаметром 40 мм из стали 50 на ножовочном станке, круглопильном с помощью дисковых фрез («пилы Геллера»), абразивным кругом или пилами трения, то видно, что даже при сравнительно большой стоимости ленточной пилы суммарные удельные затраты на меньше, чем при других видах обработки.
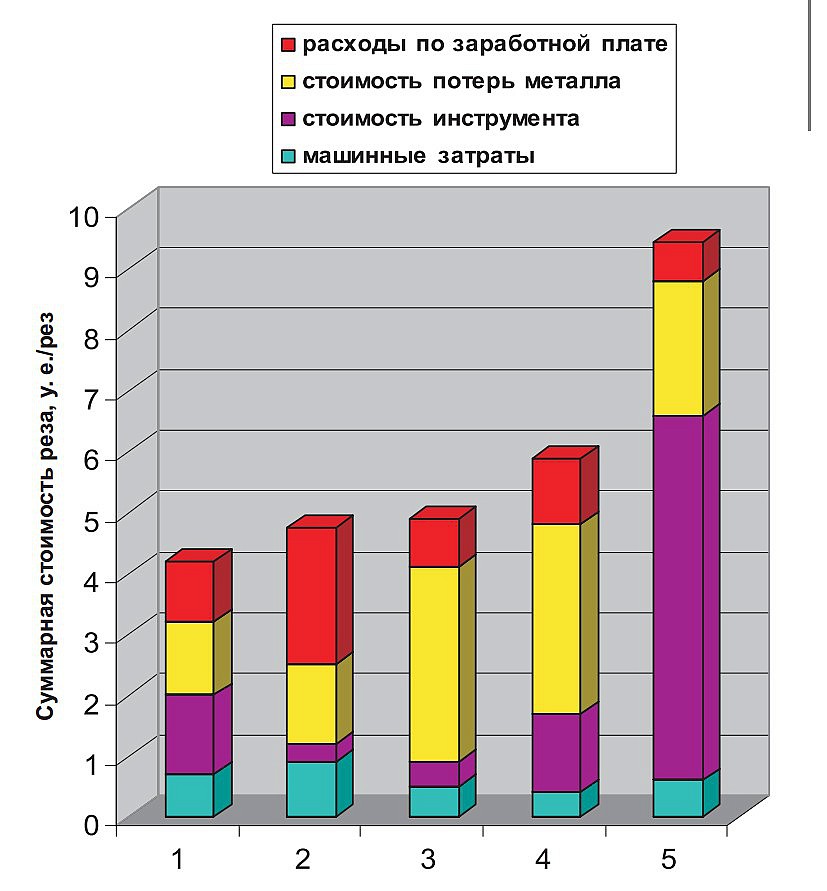
Рис. Удельная стоимость реза заготовки диаметром 40 мм из стали 50 на горизонтальном ленточно-пильном станке (1), ножовочном станке (2), круглопильном станке с дисковыми фрезами (3), круглопильном станке с пилами трения (4), абразивными кругами (5).
В свою очередь таблица (ниже) демонстрирует, что удельная стоимость реза на ленточно-пильных, круглопильных и ножовочных станках возрастает при увеличении диаметра заготовки, но больше – при увеличении твердости материала от конструкционной до легированной и, скачкообразно до нержавеющей стали. Вместе с тем, наиболее экономичными по суммарным затратам на один рез остаются ленточно-пильные станки, а ножовочные занимают промежуточное положение между ленточно-пильными и круглопильными.
Таблица. Удельная стоимость реза (у.е./рез) заготовок разного диаметра из конструкционной, легированной и нержавеющей стали на ленточно-пильных, круглопильных и ножовочных станках равноценной мощности.
Диаметр заготовки в мм |
Круглопильный станок |
Ножовочный станок |
Ленточно-пильный станок |
||||||
|
1 |
2 |
3 |
1 |
2 |
3 |
1 |
2 |
3 |
|
|
10 |
0,006 |
0,007 |
0,017 |
0,013 |
0,015 |
0,022 |
0,014 |
0,018 |
0,023 |
|
30 |
0,008 |
0,04 |
0,120 |
0,03 |
0,05 |
0,10 |
0,03 |
0,04 |
0,09 |
|
40 |
0,05 |
0,07 |
0,270 |
0,05 |
0,07 |
0,17 |
0,05 |
0,06 |
0,14 |
|
80 |
0,80 |
0,28 |
1,26 |
0,19 |
0,30 |
0,85 |
0,15 |
0,18 |
0,54 |
|
150 |
0,74 |
1,06 |
4,86 |
0,63 |
1,03 |
3,03 |
0,69 |
0,82 |
2,18 |
|
200 |
2,13 |
2,37 |
13,04 |
1,31 |
1,74 |
6,76 |
1,31 |
1,45 |
4,51 |
Примечание: 1 – заготовка из конструкционной стали, 2 – заготовка из легированной стали,3 – заготовка из нержавеющей стали.
Аналогичная картина складывается при оценке:
- веса стружки при ленточно-пильной, абразивной и круглопильной резке;
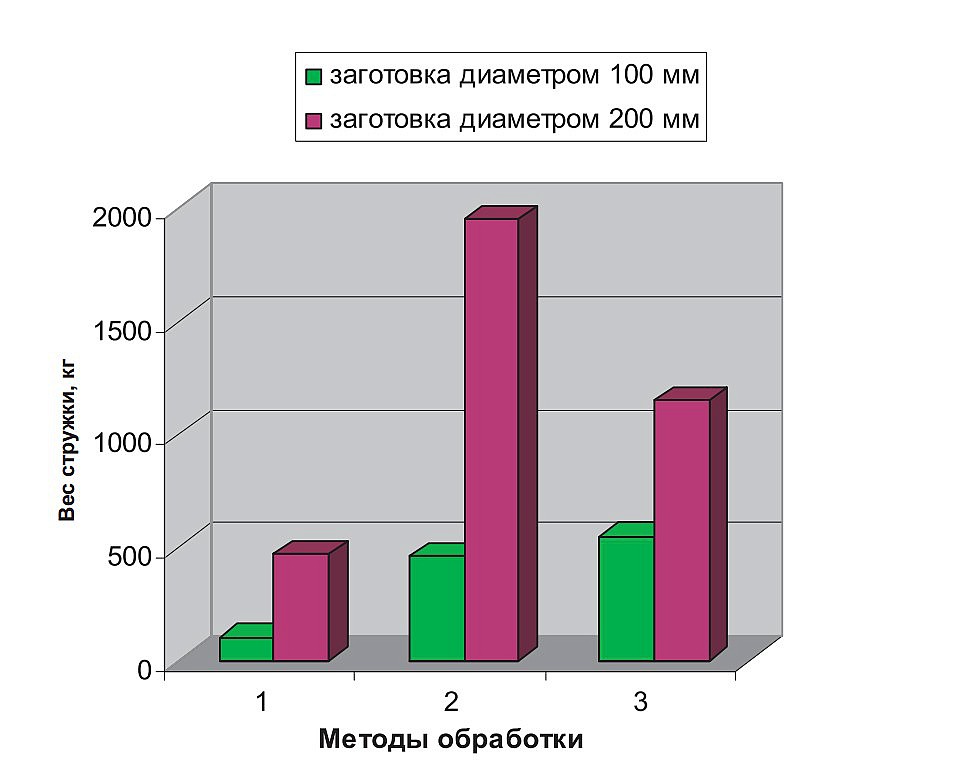
Рис. Вес стружки при обработке 1 тыс. заготовок ленточно-пильной, абразивной и круглопильной резкой.
- долевой стоимости инструмента в одном резе ленточной, дисковой пилой и абразивным кругом;
Таблица. Долевая стоимость инструмента в одном резе ленточной, дисковой пилой и абразивным кругом.
Вид инструмента |
Стоимость инструмента, USD |
Среднее количество отрезанных заготовок, шт. |
Стоимость доли инструмента в одном резе, USD |
|||
|
Ø50мм |
Ø100мм |
Ø50мм |
Ø100 мм |
|||
|
Абразивный круг |
5.5 |
30 |
10 |
0.1833 |
0.5500 |
|
|
Ленточная пила |
25х0.9 |
40.83 |
2160 |
663 |
0.0189 |
0.0616 |
|
32х1.1 |
68.0 |
2430 |
745 |
0.0278 |
0.0907 |
|
|
40х1.3 |
83.0 |
2800 |
828 |
0.0296 |
0.1002 |
|
|
Пила Геллера |
63 |
4000 |
1000 |
0.058 |
0.0603 |
|
- удельного расхода электроэнергии ленточно-пильного, абразивного и круглопильного станков.
Таблица. Удельный расход электроэнергии (у.е./рез) ленточно-пильного, абразивного и круглопильного станков.
Процесс обработки |
Абразивный |
Ленточно-пильный |
Круглопильный |
|
Потребляемая мощность, кВт |
16 |
2.5 |
10.9 |
|
Время резания, сек |
20 |
35 |
40 |
|
Количество электроэнергии, требуемое для одного реза, кВт |
0.08 |
0.0243 |
0.1211 |
Производители ленточно-пильных станков.

Наиболее известные зарубежные производители горизонтальных и вертикальных ленточно-пильных станков - Amada (Япония), Do ALL (США), Forte, Behringer, Kasto, Meba, Klager, RONTGEN (Германия), Friggi, FMB и CARIF (Италия), Pilous и Bomar (Чехия), AT-S, Bekamak, UZAY MAKINA (Турция) и т.д. Производители брендового оборудования предлагают емкие линейки серий горизонтальных и вертикальных ленточно-пильных станков от портативных и переносных до полных автоматов с ЧПУ весом в десятки тонн. Цена на импортируемые ленточно-пильные станки зависит от их функциональных возможностей, производительности, энергопотребления и, безусловно, известности бренда производителя.
В нашей стране станками ленточного пиления занимаются в Астрахани (Астраханский станкостроительный завод), Краснодаре (Краснодарский станкостроительный завод Седин), Тверской области (Кимрский машиностроительный завод), Нижнем Новгороде (Группа Компаний «Эксен»), Воронеже (ООО «Роста») и др., но это в основном единичные модели или ограниченные серии станков.